Lini pengepakan kotak koordinat otomatis





Kasus koordinat otomatisjalur pengepakan,
jalur pengepakan,
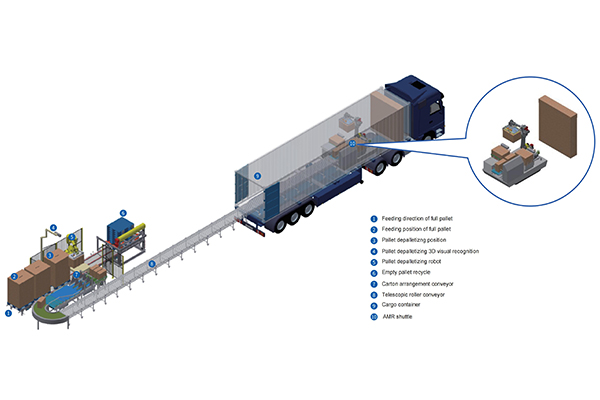
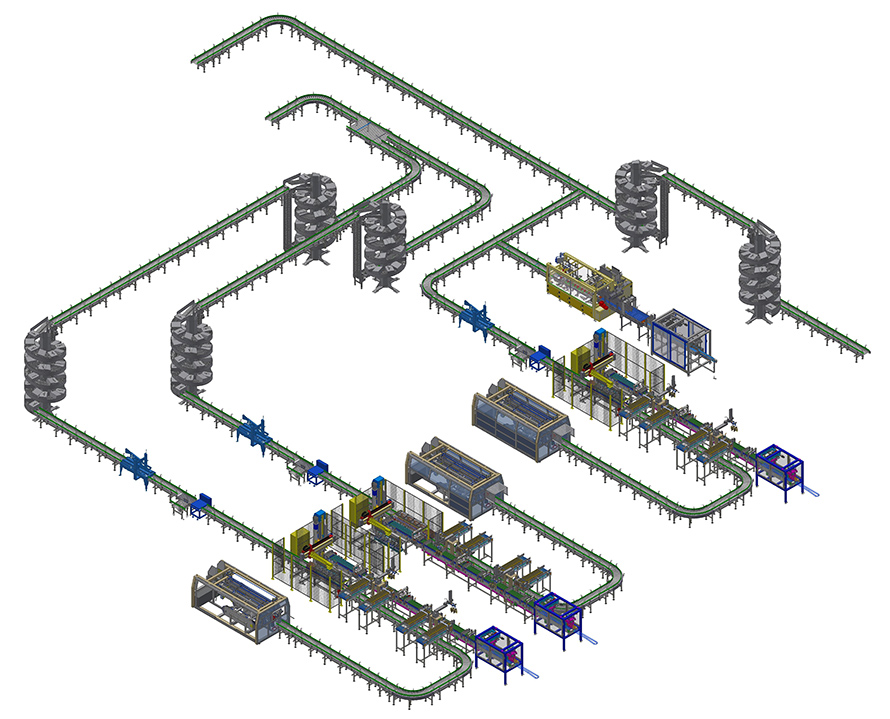
Lini produksi kemasan terdiri dari pembagi berkecepatan tinggi, jalur pengangkutan produk, jalur pengangkutan pengambil, Hbot, mekanisme penggerak poros ganda, jalur pengangkutan kotak, mekanisme deteksi, penggenggam partisi kardus, sistem pengumpanan partisi kardus, koordinat servo, penggenggam botol, dan pagar pelindung. Pembagi berkecepatan tinggi membagi produk menjadi beberapa jalur, sementara mekanisme penggerak poros ganda mempercepat pergerakan produk. Setelah produk tiba di stasiun partisi kardus, robot Scar memuat partisi kardus ke dalam produk yang telah disusun. Produk tersebut kemudian dibawa ke konveyor penyortiran. Setelah itu, produk diambil oleh penggenggam dan ditempatkan ke dalam kotak kardus, dan konveyor kotak mengangkut kotak berisi produk tersebut keluar.
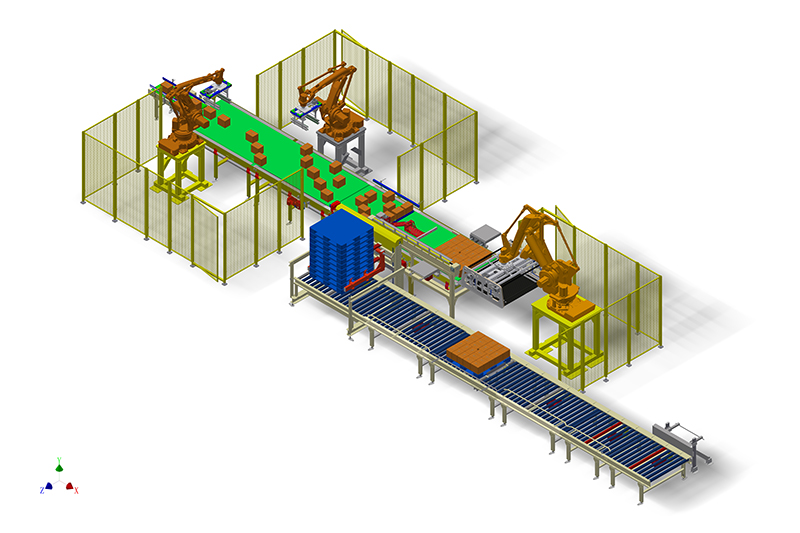
Tata letak sistem pengepakan lengkap
Konfigurasi utama
| Lengan robot | ABB/KUKA/Fanuc |
| Motor | SEW/Utara/ABB |
| Motor servo | Siemens/Panasonic |
| PKS | Danfoss |
| Sensor fotolistrik | SAKIT |
| Layar sentuh | Siemens |
| Peralatan tegangan rendah | Schneider |
| Terminal | Burung phoenix |
| Pneumatik | FESTO/SMC |
| Cakram penghisap | PIAB |
| Bantalan | KF/NSK |
| Pompa vakum | PIAB |
| PLC | Siemens/Schneider |
| HMI | Siemens/Schneider |
| Pelat rantai/rantai | Intralox/rexnord/Regina |
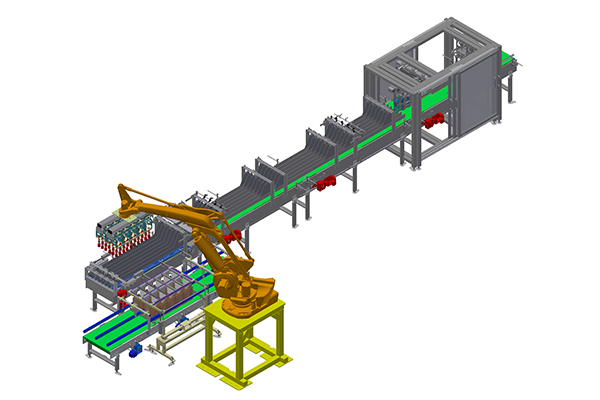
Deskripsi struktur utama




Lebih banyak tayangan video
- Pengemas kotak koordinat servo untuk botol kaca dengan partisi kardus
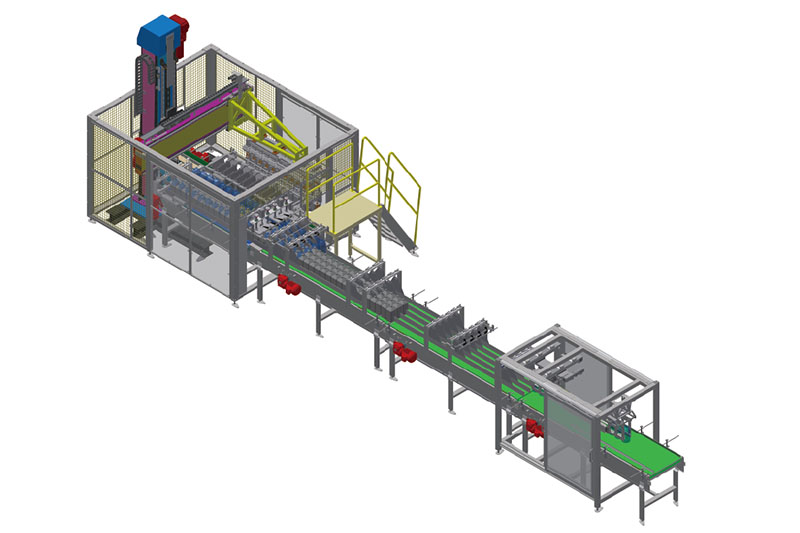
Bagaimana mesin pengemas dioperasikan? Produk-produk tersebut melewati serangkaian proses otomatis.
dan langkah-langkah yang teratur, termasuk penyortiran melalui jalur produksi pengangkut, pembalikan untuk pemilahan, penyangga yang dipercepat, mesin pengemas, mekanisme penyegelan otomatis, dan akhirnya dikeluarkan oleh jalur pengangkut.